|




 |
مبادئ تقليل الخطأ |
|
poka – yoke( in Japanese) |
| |
| |
|
 الخطوة الأولى على طريق إخراج منتج بدون عيوب
zero defects
الخطوة الأولى على طريق إخراج منتج بدون عيوب
zero defects |
| |
| |
 مقدمة
مقدمة |
|
أسس منهجية لتقليل الخطأ |
|
أمثلة ونماذج لتقنيات منع الأخطاء
|
|
المراقبة البصرية |
| |
|
مقدمة |
|
----------------------------------- |
|
هي تقنية تهدف إلى
إدخال بعض التعديلات على
بعض أجزاء المنتج أو
أجهزة
و معدات التشغيل لضمان سلامة التشغيل
و عدم حدوث أي
تلف بالمنتج
أو
المعدة أو أي إصابات للأفراد ،
ويعتبر هذا النشاط جزء من أنشطة
الهندسة الصناعية . |
| |
|
نظرا لان الإنسان طرف أساسي في
اغلب
العمليات الصناعية
والإنتاجية
وحتى العمليات
الآلية
تتم
أيضا تحت إشرافه فهو موجود في كل
الأحوال ، فقد توجهت مساحة كبيرة من
أعمال
التحسين
المستمر
لحماية الإنسان وحماية
المعدات والمنتجات من أي
مشاكل
أو حوادث أو
أخطاء
تحدث
نتيجة لسهو الإنسان أو
خطأه
أو
خلل
بالمعدة بل
تضمنت
كثير من مواصفات الأمن والسلامة
الدولية
لتصميم المعدات ضوابط كثيرة
وأصبحت
اغلب المعدات وخاصة الآلي منها
مزودة بأجهزة الأمان بل وكـُتب
على بعض
المعدات
وبخط واضح (من فضلك تأكد من
سلامة وأداء
أجهزة الأمان ) . |
| |
|
وعلى الرغم من أن الأساس في التحسين
يكون
أحيانا موجها لمنع الخطأ إلا انه
عادةً يأتي بنتائج
ايجابية في كل مجالات
خفض الفاقد وتحسين الإنتاجية والجودة . |
| |
|
فالتحسين
عادة تكون نتائجه
ممتدة إلى كل
الاتجاهات
ولذلك
تحرص الشركات
بصفة
أساسية على
استمرار
أعمال
التحسين
في كل المستويات . |
| |
|
وعادة
تكون
هذه الابتكارات قليلة التكاليف ، وذات
نتائج ايجابية
, ويجب أن يشارك العاملين القائمين بالعمل نفسه في التحسين بعد تلقيهم
التدريب والتعليم المناسب . |
|
أعلى الصفحة |
|
أسس منهجية لتقليل الخطأ |
|
----------------------------------- |
|
1-
تطبيق
مفاهيم
تحسين موقع العمل
كخطوة أساسية
لخفض احتمالات
الحوادث والخطأ وكذلك تطبيق تعليمات
الأمن والسلامة لمواقع العمل . |
| |
|
2-
تطبيق
مفاهيم خفض الإجهاد
الإنساني
(مبادئ
اقتصاد الحركة) . |
| |
|
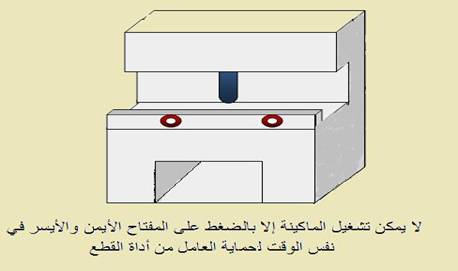
3-
تشجيع ابتكارات التحسين التي
تقلل الاعتماد على
التركيز عند أداء
الأعمال
المختلفة وتمنع إتمام العمل
في
حالة تركيب جزء بطريقة
خطأ أو تشغيل
وظيفة لمعدة بطريقة خطأ , ويشمل ذلك استخدام الجيكات لعمليات الإنتاج والتي
تمنع أخطاء التشغيل المختلفة |
| |
|
4-
يجب توظيف
مفاهيم العمل الجماعي
(مجموعات
صغيرة
وفرق عمل ) وتدريب هذه
المجموعات
والفرق على آلية منع
الأخطاء على أساس
: |
|
o
جمع وتحليل البيانات . |
|
o
اكتشاف وتحديد الأخطاء . |
|
o
البحث عن
حلول
على
أساس
جهاز حماية لكل خطأ ويعتمد عدد الأجهزة
التي تزود بها كل معدة على المعدة ذاتها
وعدد وظائفها . |
| |
|
5- يجب
تصنيف
الدراسات والبحوث
بمراعاة
العناصر والمقومات التي يقوم عليها
النشاط الصناعي وهى : |
|
·
القوى العاملة
(تدريبهم
وزيادة مهاراتهم)
. |
|
·
المعدات والتسهيلات الفنية
(تزود بأجهزة الأمان المناسبة
) . |
|
·
الطرق والأساليب
(التصميم الجيد للعمليات يقلل فرص
الخطأ ) . |
|
·
مناخ العمل
المادي (
تواجد ألأتربة والغبار
والرايش – درجة الحرارة –
الإضاءة المناسبة – الضوضاء والشوشرة - - - الخ ) |
|
·
مناخ العمل
المعنوي ( أسلوب الإدارة لتشجيع التنافس
والتعاون
والتحفيز – إزالة معوقات العمل
النفسية - - الخ |
| |
|
وأي خلل في أي عنصر من هذه العناصر يمكن أن يكون سببا لحدوث أخطاء . |
|
|
|
ويمكن توظيف تقنيات منع الأخطاء في أعمال فحص المنتج
باستخدام أجهزة مراقبة ميكانيكية أو فيزيائية ( تناسب طبيعة المنتج
الفيزيائية ) وذلك لتحقيق كفاءة
فحص 100 % , ويمكن أن تكون هذه الأجهزة أداة للسيطرة على العملية
الإنتاجية ( وقف المعدة أو خط الإنتاج ) أو إنذار لتنبيه العامل لسرعة
التصرف , أو تصحيح للخطأ بطريقة آلية . |
|
|
|
و
يعتبر توظيف تقنية الفحص عند المصدر (
وهو لا يعنى التعامل مع العيوب بعد ظهورها إنما يعنى اكتشاف الأخطاء
قبل أن تتحول إلى عيوب وإيقاف المنظومة لحين تصحيح الخطأ أو تصحيحه أليا
)
, جنبا إلى جنب مع استخدام أجهزة منع الخطأ , هما الضمان الكامل لمنع إنتاج
منتج معيب ,حيث يطبق على المنتج بنسبة مائة بالمائة , كما أن دلك يقدم
نتائج أفضل من استخدام أدوات الجودة الإحصائية حيث يتأخر الفعل
التصحيحي لحين جمع ودراسة العينات , كما انه فحص عينات فقط ولا يشمل المنتج
كله , وبالتالي فان الجودة الإحصائية ليست كافية
للوصول لمنتج بدون عيوب
( صفر منتج معيب ) . |
|
|
|
ويجب اختيار منظومة الإنذار مناسبة لطبيعة موقع العمل
ولاستجابة العاملين فالإنذار الصوتي يكون مناسبا إذا كان العامل لا ينتبه
إلى الإشارة الضوئية وهكذا . |
|
أعلى الصفحة |
|
أمثلة ونماذج لتقنيات منع الأخطاء
|
|
----------------------------------- |
| |
|
 |
| |
|
في ظل التقدم الهائل والمتسارع
في المجالات التكنولوجية
أصبحت معدات الإنتاج
أكثر تطورا عن ذي قبل وأصبحت
تتضمن العديد من الأنظمة
الضرورية لأداء مهامها ووظائفها
مثل : |
|
¨
نظـام هيدروليكي
:
يشمل طلمبات هيدروليكية
واسطوانات وصمامات ويحتاج
لمراقبة
درجة حرارة الزيت والضغوط ومسافات
الحركة
للاسطوانات -- - الخ |
|
¨
أنظمة
تعمل بالهواء المضغوط :
وتشابه الأنظمة
الهيدروليكية في عملها . |
|
¨
أنظمـة
حراريــــة
:
و تضم السخانات و المبردات
و المبادلات الحرارية . |
|
¨
أنظمــة
كهربيــة
:
تشمل المحركات
الكهربية كذلك تضم كافة
دوائر
التحكم الكهربي من مفاتيح وحساسات
. |
|
¨
أنظمة
ميكانيكيـــة
:
تشمل
وسائل نقل
الحركة
، و عنـاصر الربط الميكانيكي بين
الأجزاء المختلفـــة . |
| |
 تم وضع أنواع
مختلفة من الحساسات –
Sensors
– داخل كل نظام تناسب
نوع النظام
(
هيدروليكي - حراري -
كهربي – ميكانيكي .... الخ ) بحيث تنقل هذه
الحساسات القيم الفعلية
للعناصر المتغيرة مثل
(
السرعـة و
الضغـط و درجة
الحرارة
)
مباشرة إلى الحاسب
الآلي .
تم وضع أنواع
مختلفة من الحساسات –
Sensors
– داخل كل نظام تناسب
نوع النظام
(
هيدروليكي - حراري -
كهربي – ميكانيكي .... الخ ) بحيث تنقل هذه
الحساسات القيم الفعلية
للعناصر المتغيرة مثل
(
السرعـة و
الضغـط و درجة
الحرارة
)
مباشرة إلى الحاسب
الآلي . |
| |
|
تقوم هذه الحساسات بدور
رئيسي في نظام
الأمان حيث أنها
تقوم بإيقاف
المعدة مباشرة أو من
خلال نظام التحكم
في حالة حدوث
خطأ في التشغيل أو
انحراف في المواصفات . |
| |
|
تشمل
الحساسات
مفاتيح
نهاية الشوط ، الحساسات
التقاربية
، مفاتيح
ضغوط
السوائل ،حساسات
الحرارة
،
وغيرها
. |
|
أعلى الصفحة |
|
المراقبة البصرية |
|
----------------------------------- |
|
وتعتبر المراقبة البصرية
بمثابة
آلية
تجعل الأمور
الطبيعية
والغير طبيعية
واضحة
لسرعة التصرف
واتخاذ
أي أفعال تصحيحية
ضرورية مما يقل
احتمالات الخطاء ومن أمثلتها : |
|
·
علامات
تحذيرية للمناطق الخطرة . |
|
·
أجراس
للإنذار
. |
|
·
لوحات
لإرشاد
الأفراد لتفادى أخطار التشغيل . |
|
·
استخدام
أغطية شفافة لبعض أجزاء
المعدات
والتي تحتاج مراقبة . |
|
·
علامات للمناطق
الحرارية ومناطق الجهد الكهربي . |
|
·
ألوان خاصة
للأنابيب حسب أنواعها . |
|
·
علامات على الأرض
لاماكن
التشغيل وأماكن المشي . |
|
·
وتعتبرلوحات
مراقبة التشغيل
بخطوط
الإنتاج بنظام
الإنتاج في الوقت المحدد
مثال آخر
. |
| |
|
و
يمكن
قياس
كفاءة
المراقبة
البصرية
على
أساس
قدرة
الزائر
الغريب (عميل
مهم
مثلا
) على
جمع
اكبر
كم
من
المعلومات
عن
موقع
العمل (ما
يقارب
75 % ) بما في
ذلك
معلومات عن
معايير
قياس
الكفاءة
(من خلال
لوحات
الإعلان) وذلك
دون
الحاجة
إلي
إجراء
محادثات
من أي
نوع مع أي
طرف
. |
| |
|
ويتم توظيف مفاهيم القياس المقارن ونقل
أفضل الممارسات في هذا الشأن من مجال تكنولوجي
إلى أخر أو من معدة إلى معدة أخرى. |
| |
|
وتعرض صفحة الهندسة الصناعية وأنشطتها المتنوعة
بعض الأمثلة في مجال تحسين أداء العمل ومنع الأخطاء والعيوب . |
| |
|
أعلى الصفحة |
|